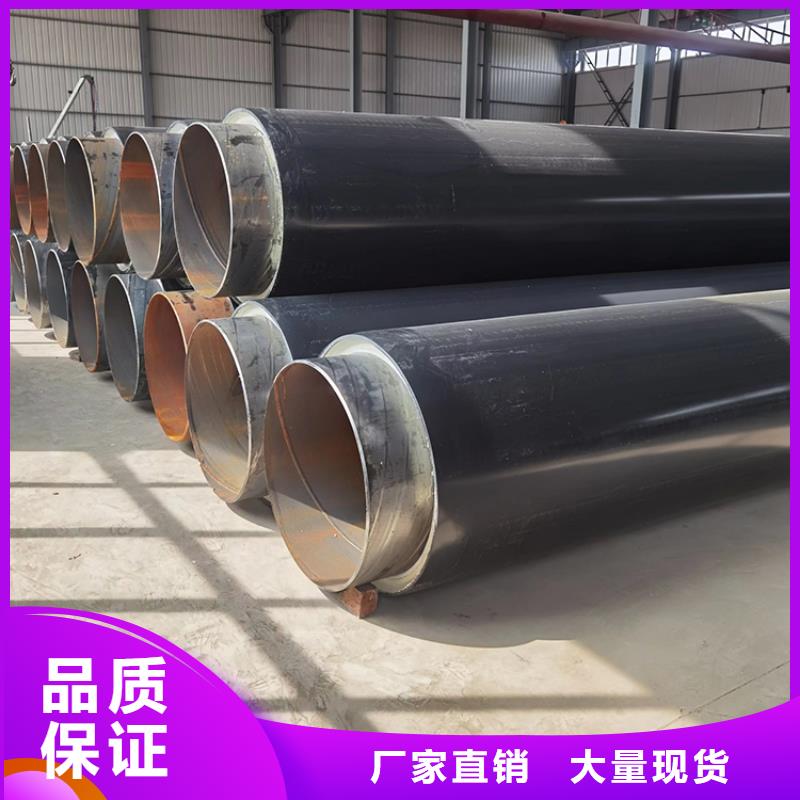




安庆保温钢管是一种保温性能好,加安全可靠,工程造价低的直埋预制保温管。有效的解决了城镇集中供热中130℃-600℃高温输热用预制直埋保温管的保温、滑动润滑和裸露管端的防水问题。安庆高温预制直埋保温管不仅具有传统地沟和架空敷设管道难以比拟的先进技术、实用性能,而且还具有显著的社会效益和经济效益,也是供热节能的有力措施。高温预制直埋保温管采用直埋供热管道技术,标志着中国供热管道技术发展已经进入了新的起点。?保温管是由钢管、玻璃钢内护套、玻璃钢外壳构成,其特征是:还包括耐高温绝热保温层、润滑层、弹性密封件。本实用新型有效的解决了城镇集中供热中130℃-600℃高温输热用预制直埋保温管的保温、滑动润滑和裸露管端的防水问题。?高温预制直埋保温管主要由四部分组成。(1)工作钢管:根据输送介质的技术要求分别采用有缝钢管、无缝钢管、双面埋弧螺旋焊接钢管。(2)保温层:采用硬质聚氨酯泡沫塑料。(3)保护壳:采用高密度聚乙烯或玻璃钢。(4)渗漏报警线:制造高温预制直埋保温管时,在靠近钢管的保温层中,埋设有报警线,一旦管道某处发生渗漏,通过警报线的传导,便可在专用检测仪表上报警并显示出漏水的准确位置和渗漏程度的大小,以便通知检修人员迅速处理漏水的管段,保证热网安全运行。安庆高温预制直埋保温管-优势特点1降低工程造价。据有关部门测算,双管制供热管道,一般情况下可以降低工程造价的25%(采用玻璃钢做保护层)和10%(采用高密度聚乙烯做保护层)左右。2热损耗低,节约能源。
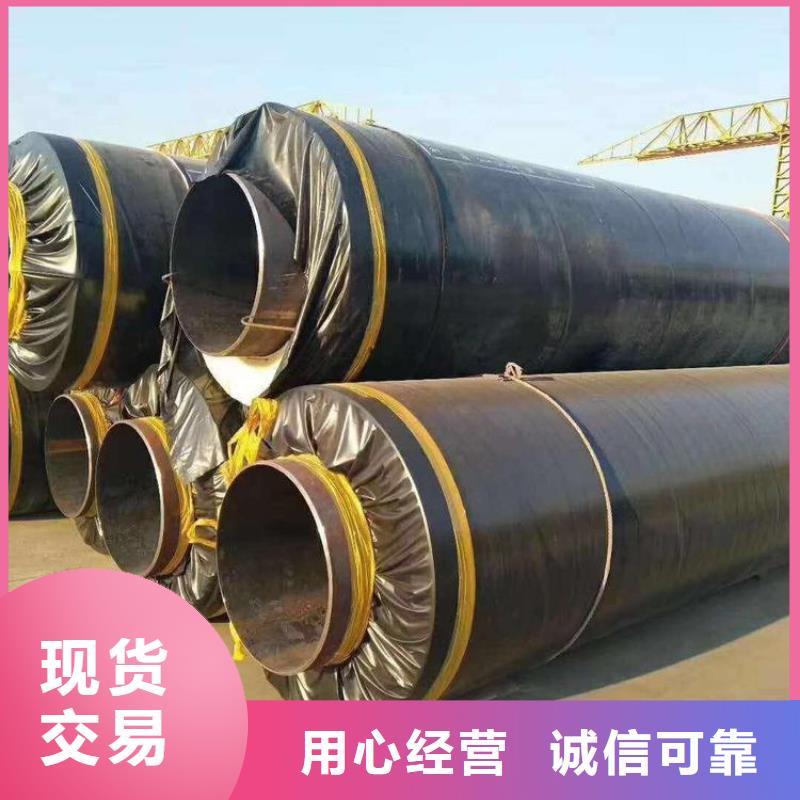
聚氨酯保温钢管保温管不仅具有传统地沟和架空敷设管道难以比拟的先进技术、实用性能埋地管道630聚氨酯保温管,而且还具有显著的社会效益和经济效益,也是供热节能的有力措施。采用直埋供热管道技术,标志着中国供热管道技术发展已经进入了新的起点。随着这项先进技术的进一步完善和发展,供热管道直埋取代地沟和架空势在必行。聚氨酯直埋发泡保温钢管适合输送在-50℃—150℃范围内的各种介质的保温保冷工程。它广泛应用于城市集中供热、暖室、冷库、煤矿、石油港口、化工等行业的保温保冷工程。保温层:产品用现场浇注或预制成型等方法敷于钢管外,方法简便,功效迅捷。南京预制直埋保温管价格//南京预制直埋保温管厂家报价聚氨酯保温管的聚氨酯保温层得适应温度为+120℃—-196℃。聚氨酯泡沫的导热系数在保温材料中是的,因此能使物料的热损失减少到限度。聚乙烯保护层:高密度聚乙烯:产品具有强度高、耐冲击、耐环境老化预应力裂开、耐腐蚀、耐低温、易焊接、施工简便,严格密封无渗漏等特点。
保温钢管聚氨酯硬泡体防水保温材料是一类既具有保温隔热功能,又具有良好防水性能的多功能材料。其集防水、保温隔热、隔气、抗老化、装饰等多种功能于一体,传统的保温材料和防水材料往往多存在着性能单一的问题,防水材料不具备保温的性能,同样保温材料也不具备防水的性能。
聚氨酯发泡安庆保温钢管的开发和在建筑防水和保温领域中的应用,则克服了传统防水层一旦出现渗漏,保温层随之失去保温功能的缺点。其在作为一种节能的保温材料的同时,由于其特殊的闭孔结构及施工工艺,使其兼具防水和保温双重功能,成为防水保温一体化材料。聚氨酯硬泡体防水保温材料与仅具单一功能的防水材料或保温材料相比较,其具有构造简单、自重轻、防水保温效果优异、施工工艺简单等明显的优势。
聚氨酯硬质泡沫塑料因具有比较低的传热系数,低密度和高的比强度值,良好的黏结性能,在对保温和绝热有严格要求的建筑领域和制冷设备工业深受欢迎。尤其是在阻燃型聚氨酯硬质泡沫塑料的开发和现场发泡工艺的研制成功后,聚氨酯硬质泡沫塑料在建筑行业中得到了广泛的应用。聚氨酯发泡安庆保温钢管硬质泡沫塑料在化工和热力供暖领域的设备、输送管道、贮罐和集中供热地下直埋管道中用作绝热保温材料。
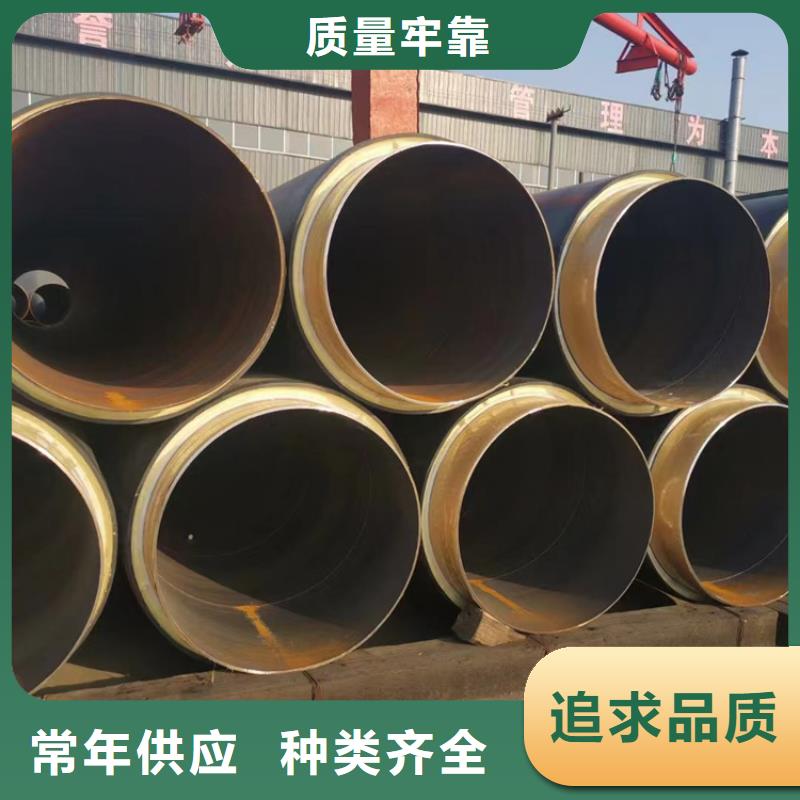
聚氨酯保温钢管,全称:高密度聚乙烯外护管聚氨酯泡沫塑料预制直埋保温管,由输送介质的工作钢管,聚氨酯硬质泡沫塑料保温层和高密度聚乙烯外护管紧密结合而成。
工作钢管层根据设计和客户的要求一般选用无缝管(GB8163至87)螺旋焊管(GB9711至88;SY/T5038至92)和直缝焊管(GB3092至93)。钢管表面经过抛丸除锈工艺处理后,钢管除锈等级可达GB8923-1988标准中的Sa2级,表面粗糙度可达GB6060.5至88标准中R=12.5微米
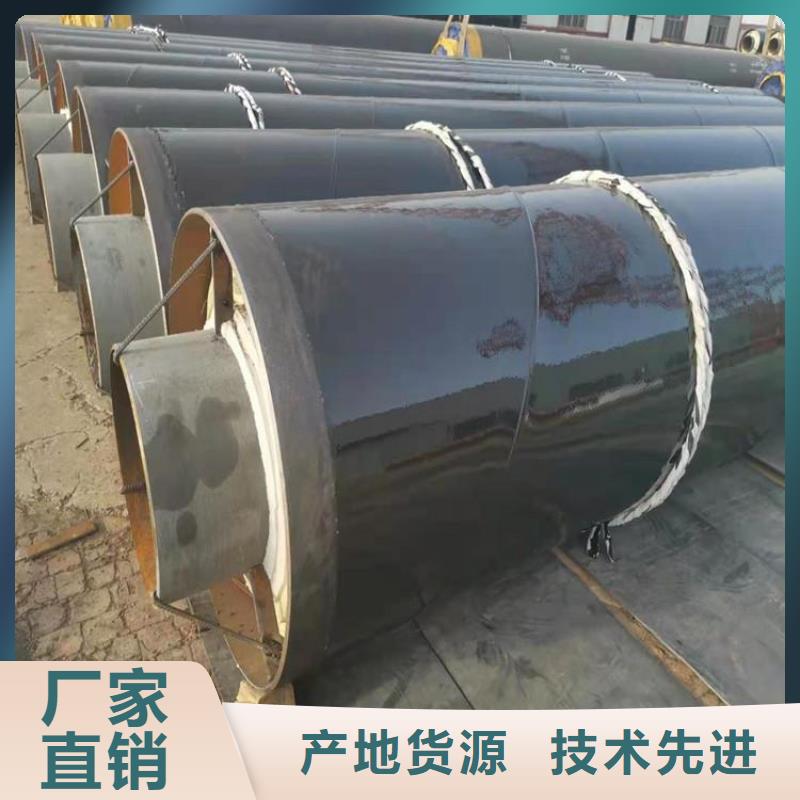
第二层:聚氨酯保温层用高压发泡机在钢管于外护层之间形成的空腔中一次性注入硬质聚氨酯泡沫塑料原液而成。即俗称的“管中管发泡工艺”。其作用一是防水,二是保温,三是支撑热网自重。当输送介质温度为:-50℃-150℃时,选用硬质聚脲酸酯泡沫塑料做保温层。
第三层:高密度聚乙烯保护层预制成一定壁厚的黑色(黄色)塑料管材,其作用一是保护聚氨酯保温层免遭机械硬物破坏,二是防腐防水。
保温钢管先生产出高密度聚乙烯外护管,然后在聚乙烯外护管与钢管之间的空隙再浇注聚氨酯硬质泡沫塑料保温层的制作工艺就是我们常说的"两步法"。
保温钢管制作流程:钢管除锈--聚氨酯发泡--成形--成品检测--入库
1、除锈
2、穿管及支架捆扎:
A.按芯管和保温层选定的高密度聚乙烯外护管→。
B.除锈处理后的钢管→分段捆扎支架(1.5米/段)→将捆扎好支架芯管穿入高密度聚乙烯外护管内,直至芯管两端裸露部分均为150mm-250mm。
C.将符合芯管直径和保温层厚度的卡头(法兰或外卡)封堵在管道两端并将其锁紧。
注:支架的结构、高度、材质、捆扎方式、抗压强度应根据芯管直径和设计要求选取。
3、聚氨酯浇注发泡:
调整发泡机的混合比为1:1.05→测定设备流量→设定浇注时间(投料量/流量)。在穿管完毕管道两端封堵后的HDPE外护管中间正上位置开浇注孔→将发泡机混合头的浇注嘴插入浇注孔→浇注→料空塞封堵浇注孔→熟化→拆卸卡头→检验→修正投料量→成品。